韌性是金屬材料重要的性能指標之一���,它體現(xiàn)了金屬材料的強度�����、塑性,韌性越好�����,金屬材料越不易發(fā)生脆性斷裂���。韌性包括斷裂韌性和沖擊韌性����,沖擊韌性是金屬材料在受到?jīng)_擊載荷作用下在斷裂過程中吸收的能量����,反映了金屬材料的韌脆程度,金屬材料沖擊韌性測試一般采用儀器化華夏比擺錘沖擊試驗��、落錘沖擊試驗����、懸臂梁沖擊試驗等方法��。沖擊韌性的高低與金屬材料內(nèi)部結(jié)構(gòu)���、組織缺陷等有關(guān)��,有多種影響因素影響沖擊韌性����,主要包括原材料本身的性質(zhì)、試樣的取向���、缺口幾何形狀和加工質(zhì)量�、試驗機的精度�、擺錘與機架的配合、試驗溫度���、沖擊試樣的定位等��。
沖擊韌性是指金屬材料在沖擊負荷作用下��,抵抗破壞的能力(吸收塑性變形功和斷裂功的能力)����,其大小代表了試樣抑制原始裂紋出現(xiàn)的能力的大小���。一般由沖擊韌性值(αk)和沖擊功(Ak)表示����,其單位分別為J/cm2和J(焦耳)。沖擊軔性或沖擊功試驗(簡稱“沖擊試驗”)���,因試驗溫度不同而分為常溫�����、低溫和高溫沖擊試驗三種��;若按試樣缺口形狀又可分為“V”形缺口和“U”形缺口沖擊試驗兩種�。
沖擊韌度指標的實際意義在于揭示材料的變脆傾向��。
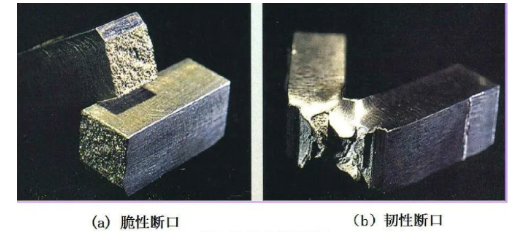
沖擊韌度αk表示材料在沖擊載荷作用下抵抗變形和斷裂的能力�。αk值的大小表示材料的韌性好壞。一般把αk值低的材料稱為脆性材料�,αk值高的材料稱為韌性材料。αk值取決于材料及其狀態(tài)�,同時與試樣的形狀、尺寸有很大關(guān)系�。
αk值對材料的內(nèi)部結(jié)構(gòu)缺陷、顯微組織的變化很敏感����,如夾雜物�、偏析、氣泡、內(nèi)部裂紋���、鋼的回火脆性���、晶粒粗化等都會使αk值明顯降低;同種材料的試樣����,缺口越深、越尖銳�,缺口處的應(yīng)力集中程度越大,越容易變形和斷裂���,沖擊功越小�,材料表現(xiàn)出來的脆性越高�。
因此不同類型和尺寸的試樣,其αk或Ak值不能直接比較���。材料的αk值隨溫度的降低而減小�����,且在某一溫度范圍內(nèi)�,αk值發(fā)生急劇降低,這種現(xiàn)象稱為冷脆���,此溫度范圍稱為“韌脆轉(zhuǎn)變溫度(Tk)”��。沖擊韌度指標的實際意義在于揭示材料的變脆傾向���。
沖擊負荷的特點是加載速度快,作用時間短����,金屬受到?jīng)_擊時應(yīng)力分布和變形很不均勻,工件往往易開裂���。
1.原材料的影響
金屬材料的沖擊韌性與金屬材料自身的金相組織結(jié)構(gòu)�����、化學(xué)成分�����、物理性能�����、加工工藝��、熱處理工藝等均有關(guān)�����,因此沖擊試驗成為檢查金屬材料的冶金質(zhì)量必不可少的手段��。由于原材料自身性能的影響�����,導(dǎo)致沖擊試驗結(jié)果的離散性較大�。
研究材料化學(xué)成分(包括C�、Si、Mn����、P、S)金相組織(組成相�、晶粒度、帶狀組織)��、熱處理工藝�、非金屬夾雜等對板材沖擊韌性的影響����,結(jié)果表明:化學(xué)成分是通過組織來影響金屬材料沖擊韌性的��,當(dāng)C�、P、S含量增加時����,沖擊韌性減小,珠光體含量越高則沖擊韌性越小�,鐵素體含量越高則沖擊韌性越大,非金屬夾雜會破壞組織的連續(xù)性��,導(dǎo)致應(yīng)力集中��,因此提高組織均勻性和鋼材中潔凈度水平����,可以提高材料沖擊韌性。
通過實驗研究了球墨鑄鐵沖擊韌性的影響因素�,研究表明:強度低、塑性和韌性好的鐵素體含量越高�����,沖擊韌性則越好;網(wǎng)狀的滲碳體會惡化球墨鑄鐵的韌性���,其數(shù)量越多球墨鑄鐵的沖擊韌性越差��,一般提高含碳量可以提高球墨鑄鐵材料的沖擊韌性����。
2�、沖擊試樣取樣方向的影響
實際生產(chǎn)和工程應(yīng)用中����,金屬材料大多都采用軋制的方式,在軋制過程中金屬夾雜伴隨著金屬晶粒沿著主變形方向被拉長��,形成金屬纖維組織���,嚴重影響金屬材料的沖擊韌性��。因此���,沿著軋制方向取樣,即試樣長軸平行于軋制方向�����,缺口開在垂直于軋制方向上,這樣取樣使得沖擊韌性較大�;反之,垂直于軋制方向取樣���,順著軋制方向開缺口��,這樣取樣使得沖擊韌性較小����。
3��、缺口幾何形狀和加工質(zhì)量的影響
3.1 缺口幾何形狀
根據(jù)GB/T229-2007標準中對缺口形狀的分類�����,主要分為U型和V型兩種缺口�����,V型缺口相比U型缺口����,應(yīng)力更加集中���,通過對比試驗發(fā)現(xiàn),兩種缺口的沖擊韌性存在差異�。
在室溫條件下,研究5種不同缺口形狀對鐵基燒結(jié)材料沖擊韌性的影響��,結(jié)果表明��,有缺口的沖擊試樣無論缺口形狀為何���,其沖擊韌性都遠小于無缺口的沖擊試樣,有缺口的試樣斷口塑性變形明顯����,無缺口的沖擊試樣斷口無塑性變形;文章還對V型�����、U型�、I型、半圓型等缺口類型的沖擊韌性進行了比對試驗�,發(fā)現(xiàn)其沖擊韌性從大到小依次為:半圓型、U型、V型����、I型沖擊試樣。
綜上所述��,對于同種金屬材料�,有缺口試樣的沖擊韌性遠小于無缺口試樣,缺口沖擊試樣的缺口會使得金屬材料應(yīng)力更加集中����,沖擊韌性變差;對于缺口沖擊試樣其應(yīng)力集中顯著程度從大到小依次為:I型�����、V型�����、U型����、半圓型沖擊試樣。
3.2 缺口加工質(zhì)量
缺口加工質(zhì)量是影響缺口沖擊試樣沖擊韌性的重要因素之一���。缺口加工質(zhì)量主要是通過影響缺口附近應(yīng)力�、應(yīng)變集中程度來影響材料沖擊韌性的。研究表明��,沖擊韌性隨著沖擊試樣缺口深度的增加逐漸減小��,隨著缺口根部半徑的增大�,金屬材料沖擊韌性逐漸增大;沖擊韌性隨著缺口底部加工劃痕���、硬化程度的增加而逐漸減小�����。因此�,應(yīng)該嚴格按照GB/T229-2007中沖擊缺口試樣缺口尺寸的規(guī)定加工沖擊試樣���。相關(guān)研究表明:對于沖擊韌性較大的材料,沖擊試樣加工精度對試驗結(jié)果的影響越大�����,所以試驗結(jié)果的分散性也越大�。
4�����、試驗機的影響
4.1 試驗機的精度
金屬材料沖擊韌性對沖擊試驗機的精度有一定的要求����,精度低的試驗機對沖擊韌性影響較大���,所以在安裝��、調(diào)修和檢定沖擊試驗機時應(yīng)該加以重視����。沖擊韌性還與沖擊試驗機讀數(shù)裝置的誤差有關(guān)�,因此試驗前應(yīng)該執(zhí)行清零操作。
4.2 擺錘與機架的配合
沖擊試驗為一次性破壞試驗�,因此擺錘與機架的配合至關(guān)重要。擺錘與機架的配合主要包括:擺錘軸線和基準面的平行度����、擺錘側(cè)面與擺動平面的平行度、擺軸徑向和軸向間隙����、擺軸軸線至打擊中心的距離��、沖擊刀刃與支座跨距的相對位置等���,這些均應(yīng)滿足JJF145-2007中計量性能的要求。當(dāng)沖擊刀刃與支座跨距中心的相對位置不滿足要求時�,沖擊刀刃與試樣缺口中心線不能重合,導(dǎo)致測量結(jié)果不準確���,沖擊韌性會偏大���。
5、試驗過程的影響
5.1 試驗溫度
試驗溫度也是材料沖擊韌性重要影響因素之一��,在沖擊韌性試驗過程中�����,找到材料所處的脆性區(qū)溫度范圍����,在使用過程中可以加以控制���,避免脆性區(qū)溫度對材料的影響����。不同的有色金屬材料其沖擊韌性受溫度的影響均不同,但沖擊吸收功都與溫度的高低�、溫度均勻度、保溫時間的長短等有關(guān)���。
5.2 沖擊試樣的定位
沖擊試樣的定位是為了保證沖擊試樣缺口的中線與擺錘上沖擊刀刃重合����,減小試驗操作誤差����,如果其相對位置不重合,不能滿足要求的0.5mm���,則最大沖擊力無法作用在沖擊試樣缺口根部最小橫截面處����,最終導(dǎo)致沖擊韌性偏大��。
6�����、結(jié)論
通過此次對金屬材料沖擊韌性的影響因素分析,明確了沖擊試樣的原材料��、試樣的取向�����、缺口幾何形狀和加工質(zhì)量����、試驗機的精度、擺錘與機架的配合�、試驗溫度、沖擊試樣的定位等因素對金屬材料沖擊韌性的影響��,為正確評定金屬材料的韌脆性以及提高實驗結(jié)果的準確性提供了依據(jù)����。








 來源:天氏庫力 發(fā)布日期
2024-04-02 瀏覽:
來源:天氏庫力 發(fā)布日期
2024-04-02 瀏覽: