P. 機臺重量:約120 kg。
薄膜雙向拉伸試驗機各大系統(tǒng)原理:
1.拉伸系統(tǒng)
包括:兩對導(dǎo)軌及其驅(qū)動組件�����,四組夾具及其驅(qū)動組件����。其中;每對導(dǎo)軌中的倆根導(dǎo)軌相互平行���,一對導(dǎo)軌與另一對導(dǎo)軌相互垂直交錯���,每倆根相互垂直交錯的導(dǎo)軌的交錯處各設(shè)有一雙向滑塊��;每根導(dǎo)軌上均設(shè)有多個滑塊�����,每個滑塊上各固定安裝一個夾具��;夾具驅(qū)動組件由依次鉸接的連桿組成���。夾具所在導(dǎo)軌上的倆個雙向滑塊上均設(shè)有與導(dǎo)軌垂直的長條槽,夾具驅(qū)動組件的倆端處在對應(yīng)的長條槽中����,夾具驅(qū)動組件內(nèi)側(cè)的鉸鏈的銷固定在對應(yīng)的滑塊或夾具上。拉伸機構(gòu)結(jié)構(gòu)實用���,運行可靠���,步距準確。
2.拉伸工作臺�。
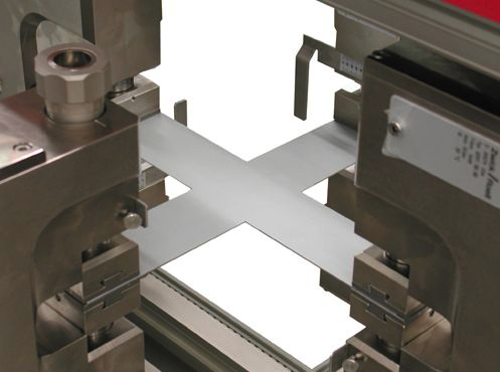
采用雙步進電機,經(jīng)鏈輪傳動���,帶動2組絲杠���,分別實現(xiàn)對X�、Y方向的拉伸動作��。用流延或壓延的厚膜片(約120~100mm x 120~100mm見方)厚膜片四邊由膜夾夾緊�,厚膜片經(jīng)加熱后����。由2組伸縮拉伸機構(gòu)帶動膜夾。膜夾是由氣體制動夾���。每邊安裝9或7個夾���,一共36或28個。每個夾子夾持點膜片5mm���。沿X�����、Y方向等間距運動���,從而實現(xiàn)對厚片的雙向拉伸�。120X120mm或100X100 mm的片被四邊的夾夾緊后���,夾口外膜片受熱面積是110X110mm或90X90 mm����,有效的拉伸倍率按有效夾子為準���,拉伸區(qū)域為8X8=640mm或6X6=360mm既0.64㎡ 或0.36㎡����。
3.拉膜工作平臺裝置�。
當厚片在工作臺平整夾緊后,啟動輸送電機按紐�,烘箱門自動打開,拉伸工作臺移動進入加熱區(qū)���。烘箱門自動關(guān)閉�,設(shè)備進入加熱拉伸狀態(tài)���。拉伸工序完成后���,啟動按紐��,拉伸工作臺移動退出加熱區(qū)�,回到裝片卸膜區(qū)��,膜夾卸壓松夾��,取出試樣膜�。此機型不包括定型裝置。
4.加熱裝置
加熱裝置由三組電加熱器組成�����。第一組是常態(tài)電加熱器���,第二組是可控電加熱器,第三組是備用電加熱器�,PID控制,精度達到±1℃��。
5.熱風(fēng)系統(tǒng)
由風(fēng)機���、熱交換器�,管道、倆個靜壓箱等組成����。熱風(fēng)經(jīng)上下2個靜壓箱出風(fēng)孔吹向,處于居中位置厚片的上下面��,≈10米每秒的熱風(fēng)使厚片得到持續(xù)均勻加熱����。加熱時間和熱風(fēng)溫度可根據(jù)材料、厚度等設(shè)定�����。預(yù)熱區(qū)和拉伸區(qū)是同區(qū)域�����,傳熱是空氣對膜片的對流放熱的過程�,并有一定的輻射放熱。以拉伸BOPP片材為例�����,通常預(yù)熱拉伸區(qū)需加熱十五分鐘才能達到BOPP需要的156—168℃拉伸溫度���,環(huán)境溫度有一定影響�����。樣品進入預(yù)熱拉伸區(qū)后����,1mm厚的BOPP片材從室溫預(yù)熱到168℃需要三分半鐘左右。
6.氣動系統(tǒng)
為膜夾提供氣壓��,對厚膜片施加夾緊力���。夾緊厚片所需氣壓為2.5 Mpa����。
7.電氣與控制系統(tǒng)
友好的控制面板和人機界面可方便地操作�����,采用邏輯控制��,步進電機精確的脈沖控制轉(zhuǎn)軸���,每一旋轉(zhuǎn)中的360度定位�。并實現(xiàn)以下設(shè)定:
a)設(shè)定雙向拉伸或單向拉伸����;
b)設(shè)定拉伸比;
c)設(shè)定拉伸速率����;
d)設(shè)定加熱溫度和加熱時間;
e)可在自動或手動模式下工作�����。
注意:薄膜雙向拉伸試驗機跟我們常見的拉力試驗機并不是一種設(shè)備����,有些朋友容易混淆,拉力試驗機只能完成單向的拉伸��,如果要雙向拉伸必須選擇薄膜雙向拉伸試驗機�����,這是一種專用檢測儀器���。








 來源:天氏庫力 發(fā)布日期
2019-08-28 瀏覽:
來源:天氏庫力 發(fā)布日期
2019-08-28 瀏覽: